

CH7_機器操作_西門子銑床
today
2024-12-12
local_offer
西門子銑床
visibility
7090
7. 機器基本操作
7.1 原點復歸操作
機器開機時,須將各軸做原點復歸,讓機器建立各軸座標系之實體參考點位置,
以作為後續座標移動的依據,才能進行自動運轉。
7.1.1 操作步驟
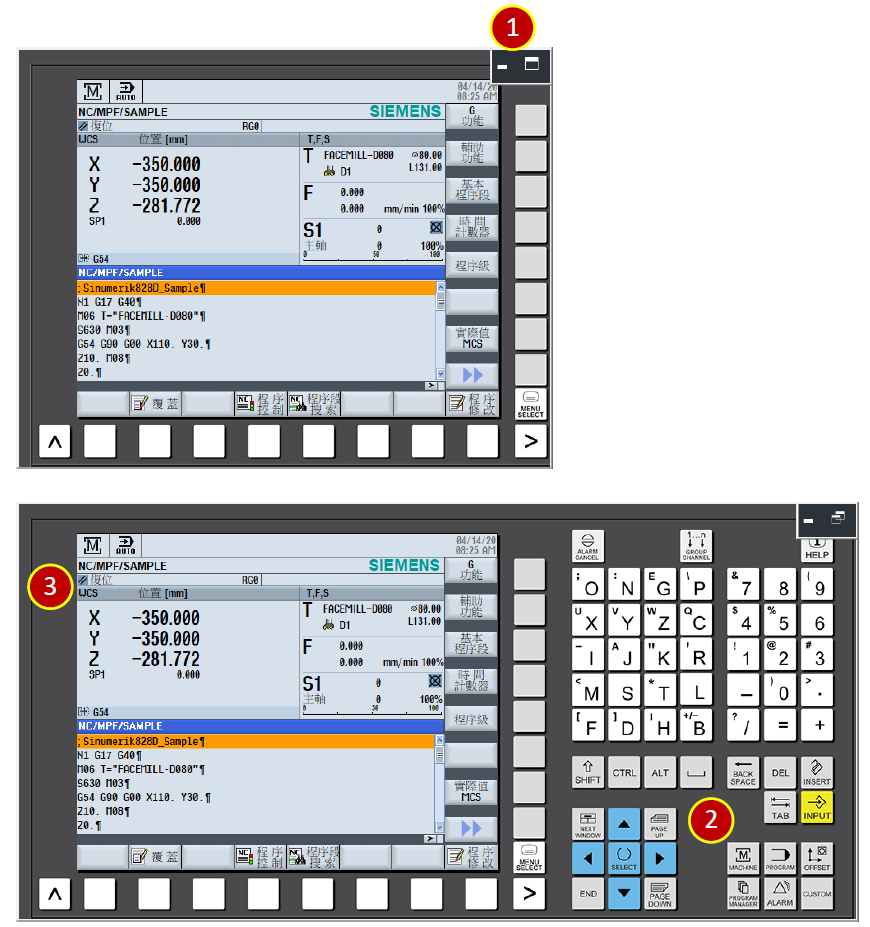
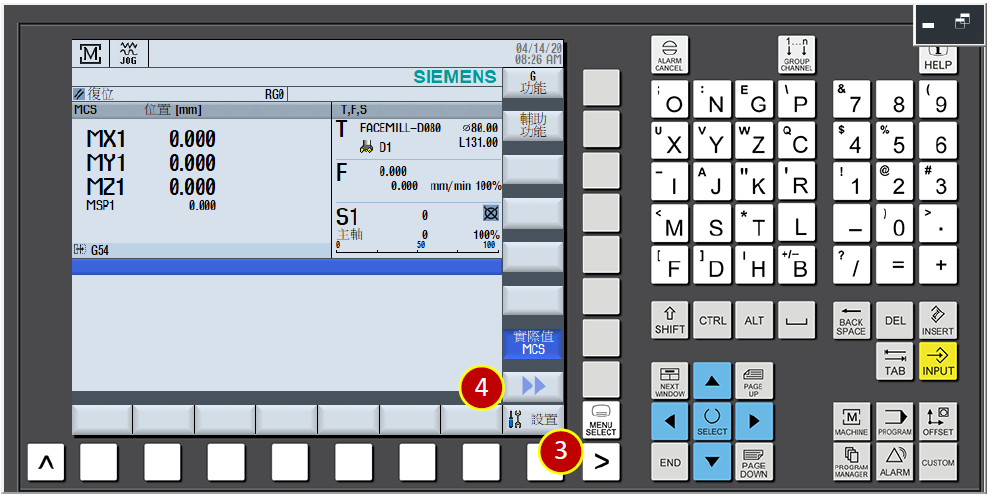
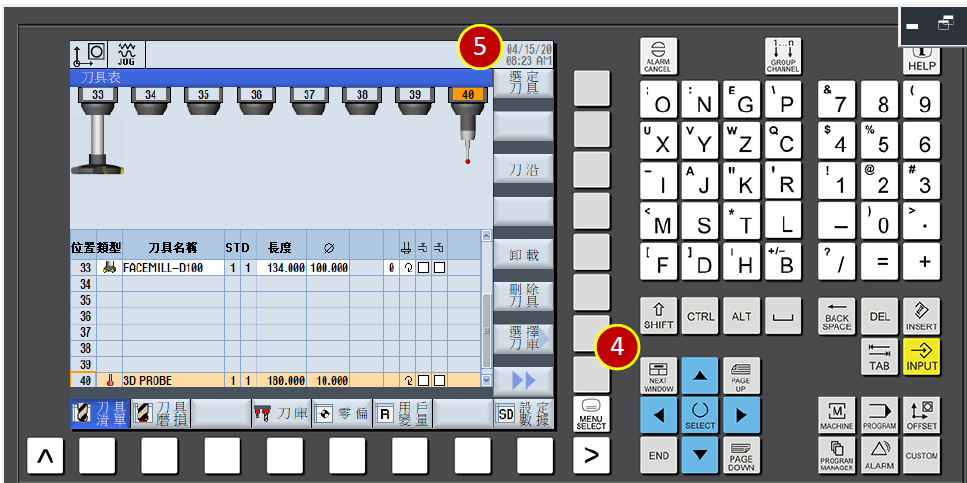
(1) 按 [控制器功能區]中的 【最大化】。
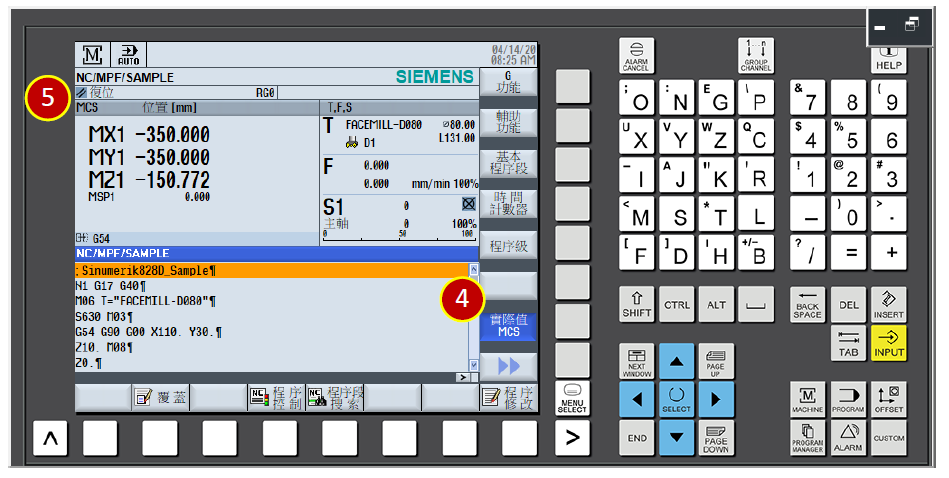
(2) 按【Machine】座標功能鈕。
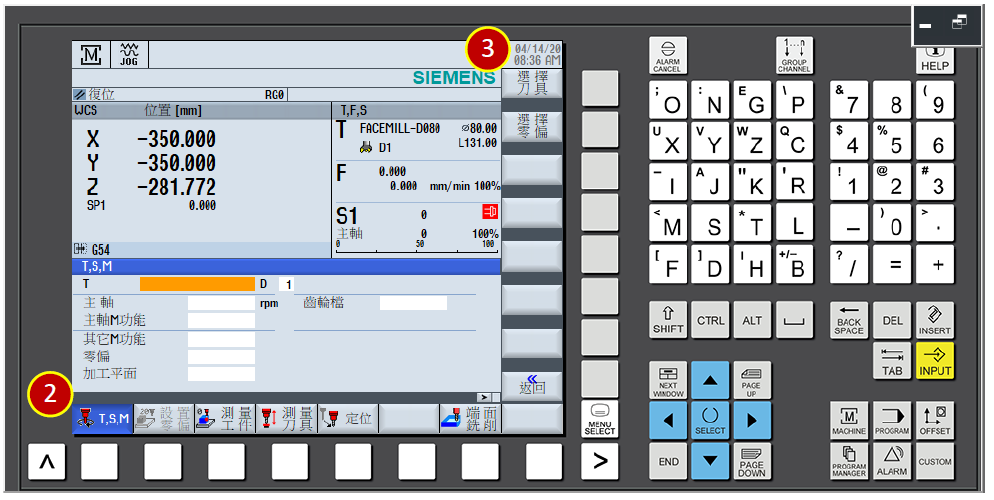
(3) 查看工件座標值(Workpiece)。
工件坐標:以機械座標加入工件補正與刀具補正的座標位置。
(4) 按選單【實際值MCS】功能,切換至機械座標(Machine)檢視。
(5) 查看機械座標值(Machine)。
「工件座標(WCS)」:以機械座標加入工件補正與刀具補正的座標位置。
「機械座標(MCS)」:以機械原點作為參考零點的座標位置。
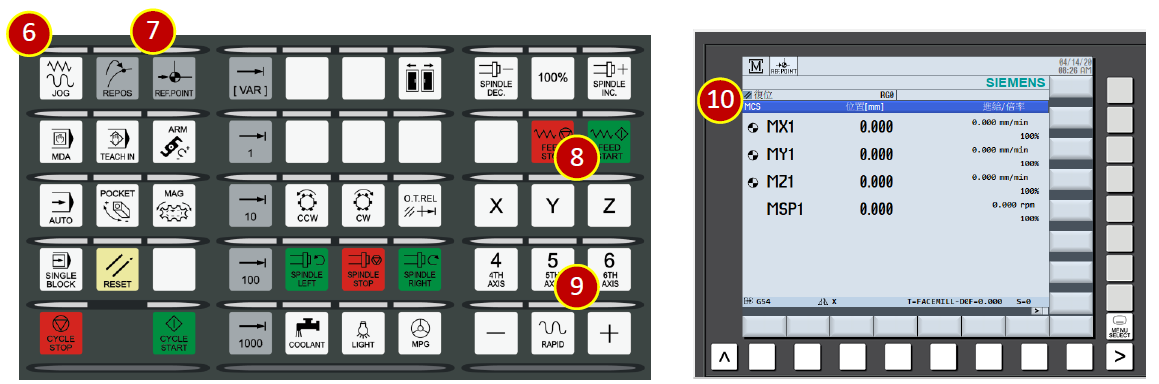
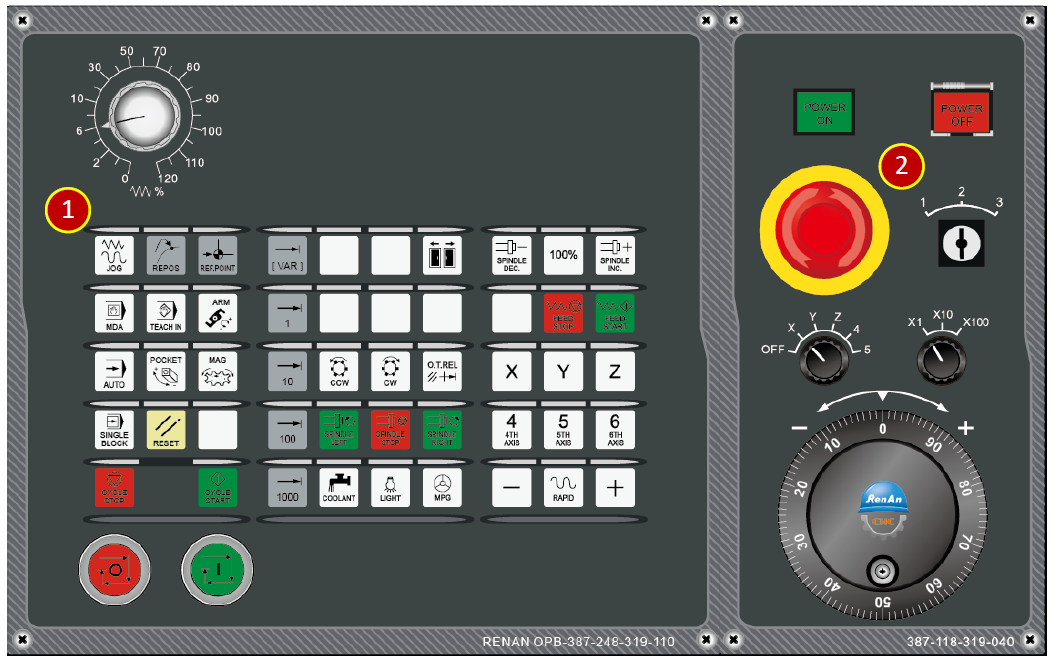
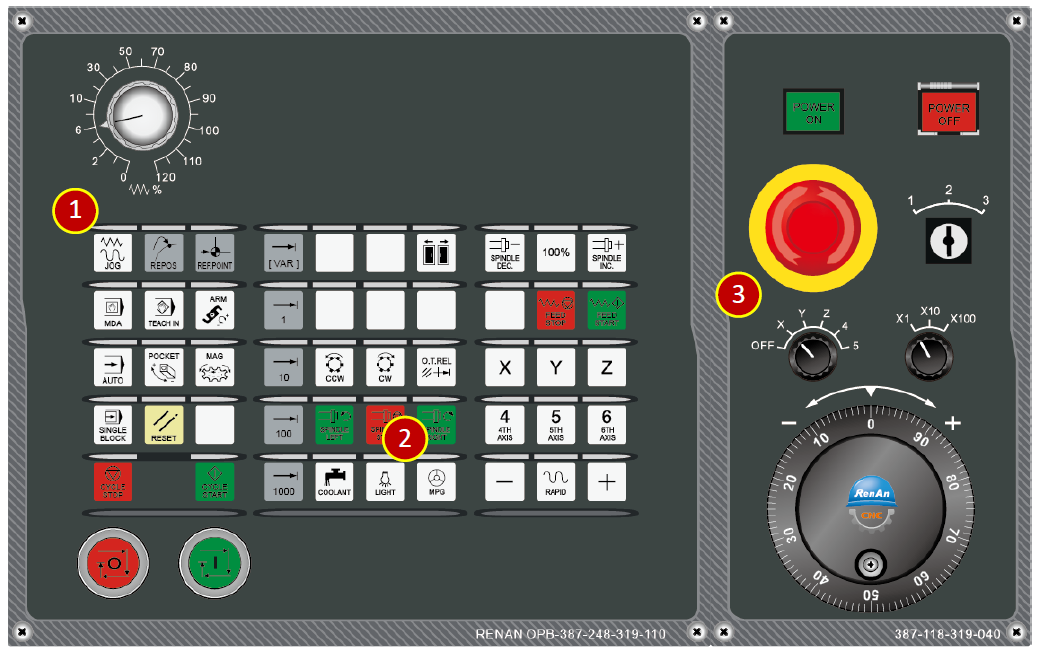
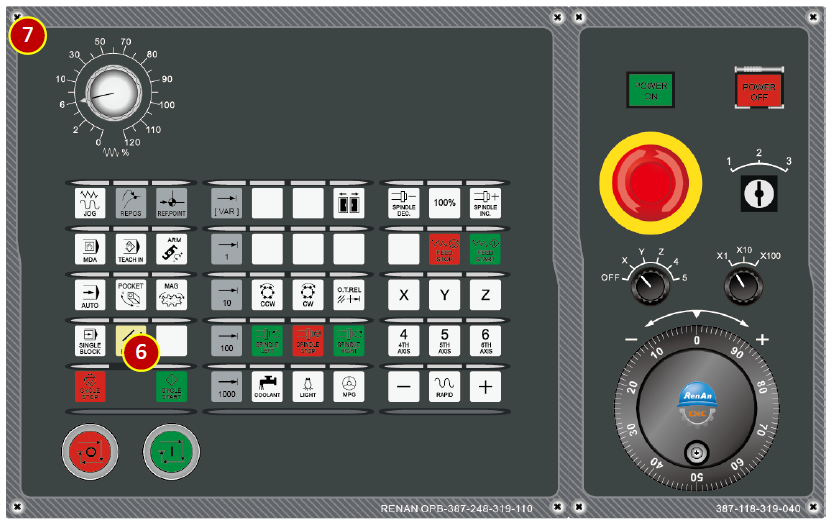
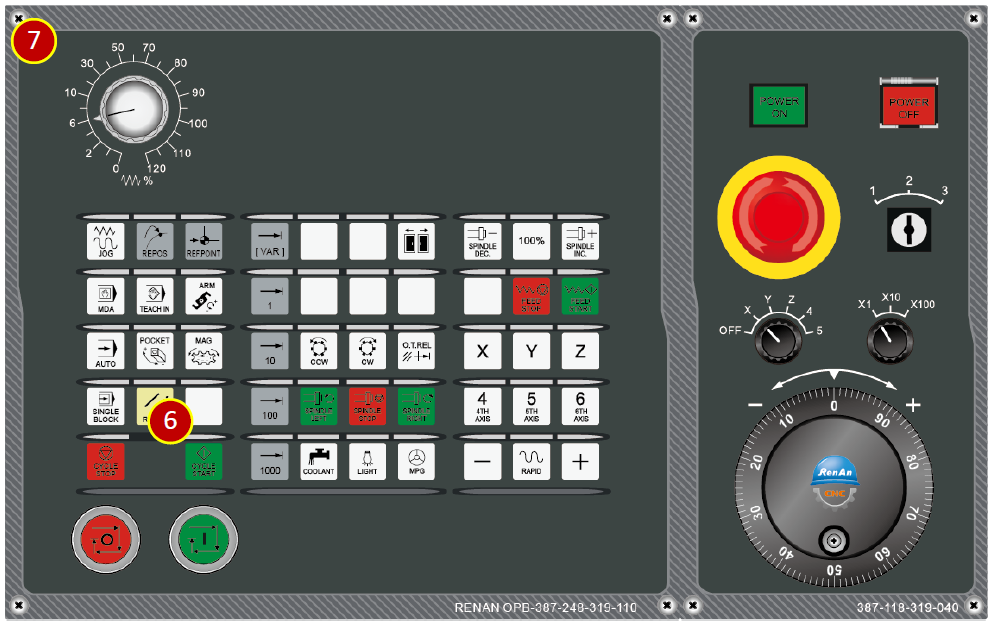
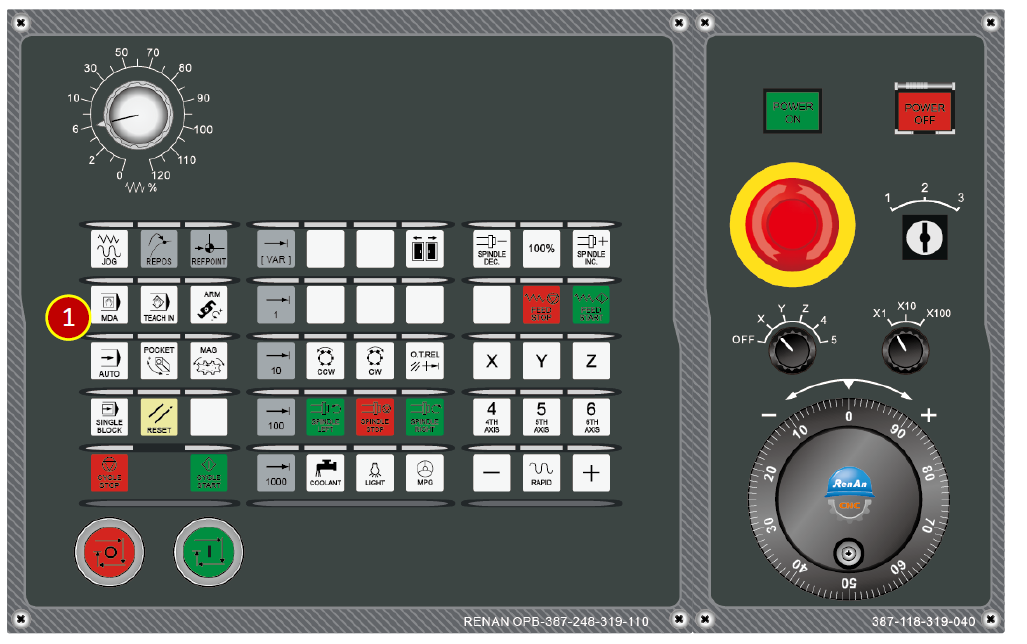
(6) 按操作面板上的[JOG]模式。
(7) [JOG模式]燈亮起後,按 [REF.POINT模式]。
(Return to Reference Point參考點復歸)
(8) 按下[Z]鈕。
(9) 按下[+] 键。Z軸以快速移動速度,向 Z軸原點復歸。
(10) 當 Z軸之機械座標為 0時, Z軸顯示 符號。表示 Z軸已完成原點復歸。
(11) 依序執行 X 軸、Y軸原點復歸動作。
7.2 刀具移動之方式
7.2.1 快速移動
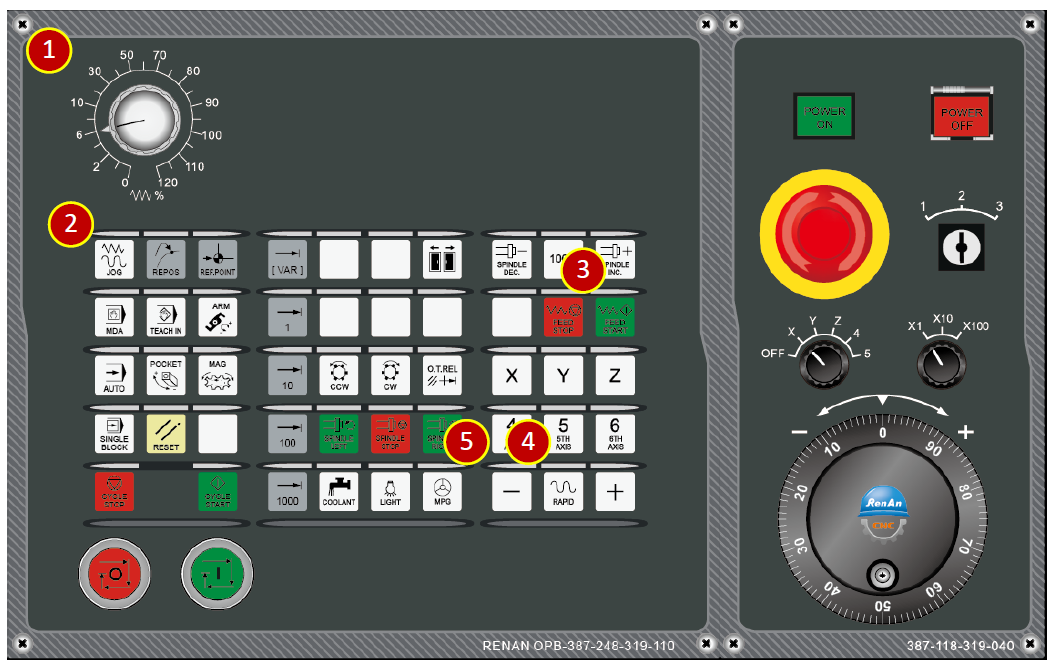
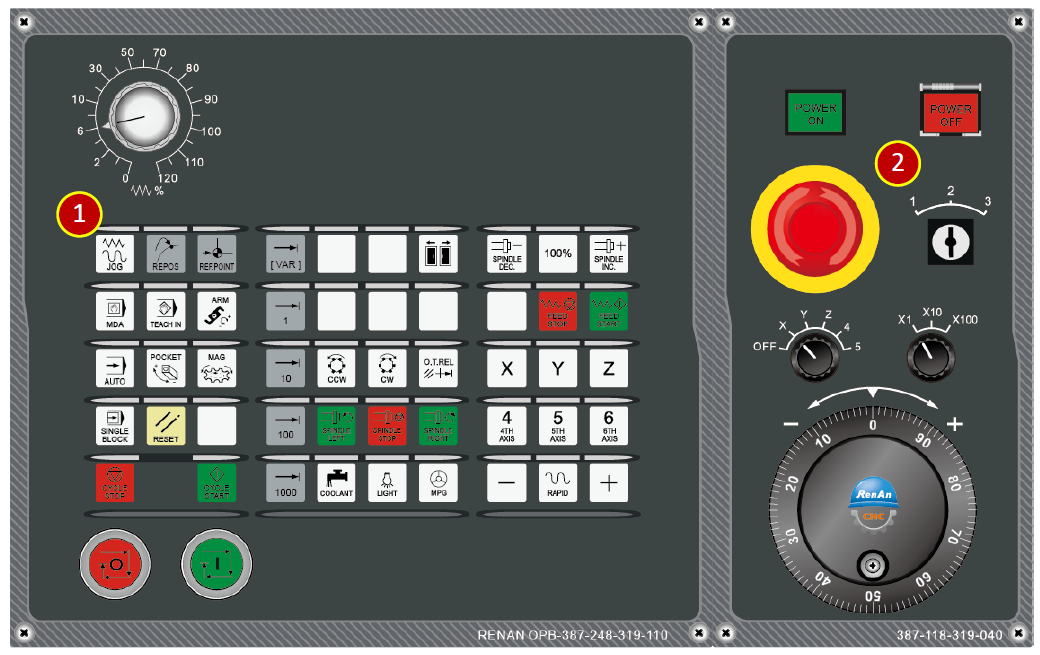
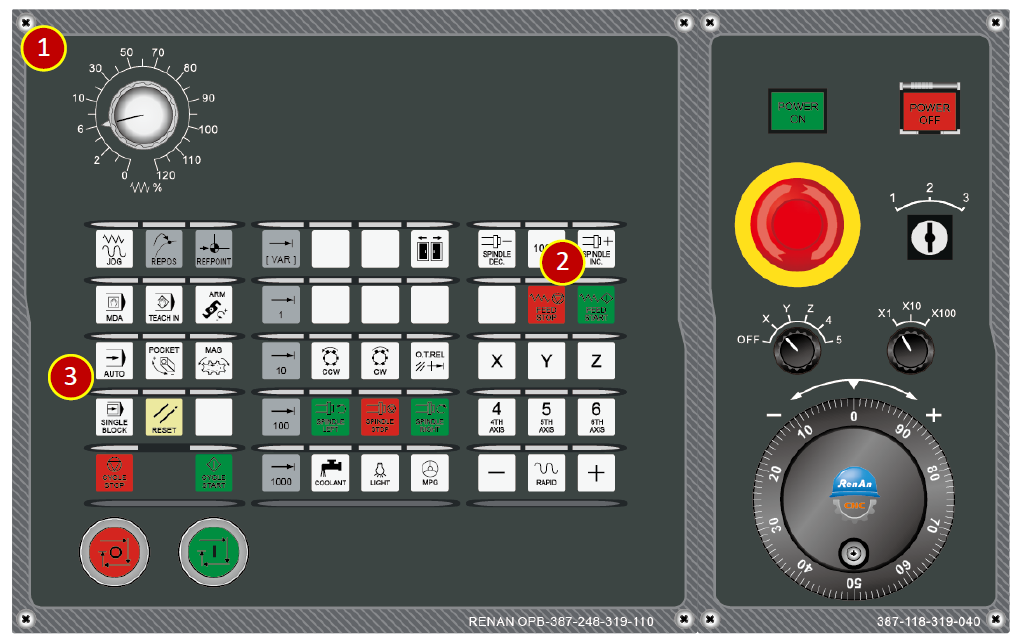
(1) 在手動操作前,必須將【切削進給率調整旋鈕】轉到30%的位置,
不可以在 100%的位置。
(2) 操作面板上,切換到【JOG】模式。
(3) 按【FEED START】,開啟切削進給功能。
(4) 按下【RAPID】,進入快速移動模式。
(5) 使用軸向鈕,將刀具快速移動到離工件大約50mm的位置。
注意:為了安全,每次放開 或 ,系統都會離開快速移動模式,
需再按下【RAPID】,重新進入快速移動模式。
7.2.2 切削進給[ JOG吋動模式 ](使用每分鐘進給)
(1) 點操作面板上的【JOG】按鈕,切換到手動JOG模式。
(2) 將【程式編輯鎖】切至 3 位置,解除刀具清單保護鎖定。
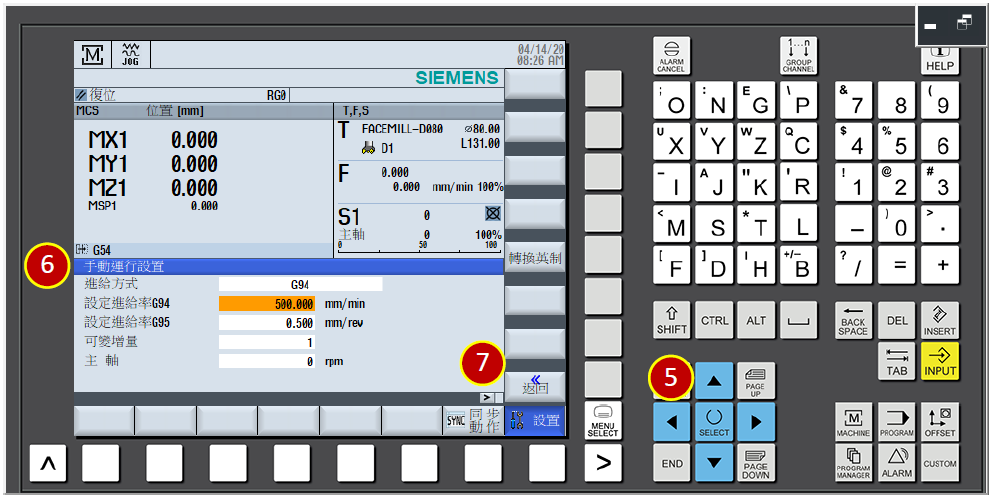
(3) 按【 】功能選項翻頁鍵。
(4) 按【設置】切換[手動運行設置]頁面。
(5) 按【SELECT】將 進給方式 設定為 G94。
(6) 將 設定進給率G94 設定為 500 mm/min。
(7) 按【返回】完成設定。
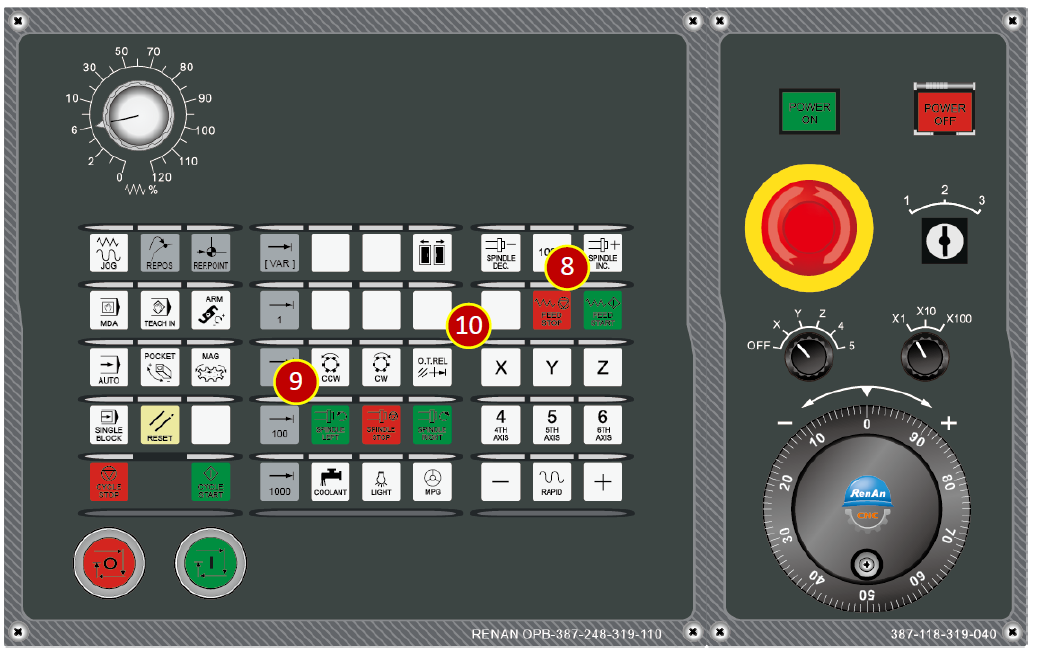
(8) 按操作面板上【FEED START】按鈕,開啟切削進給功能。
(9) 按【SPINDLE LEFT】按鈕,使主軸正轉。
(10) 使用軸向鈕,將刀具移動並切削材料。
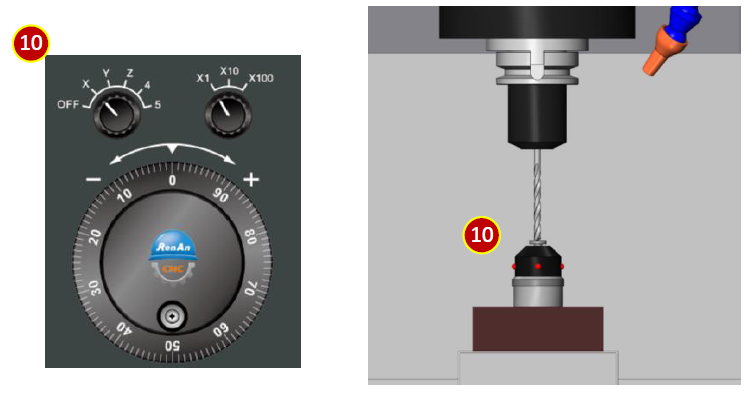
7.2.3 手輪移動
(1) 按操作面板上【JOG】按鈕,切換到手動JOG模式。
(2) 按操作面板上【MPG】按鈕,開啟手輪。
(3) 使用手輪,將刀具移到工件右側,
當刀具與工件距離約 15mm以上時,手輪進給率使用 x100。
當刀具與工件距離約 15mm以下時,手輪進給率使用 x10。
(4) 將刀具接觸工件產生切削時,應緩緩持續切削進給。
7.3 在控制器內新增刀具
例: 在27號刀位置新增[ENDMILL-D10]。
7.3.1 新增控制器刀具
(1) 按操作面板的【JOG】鈕。
(2) 將【程式編輯鎖】切至 3 位置,解除刀具清單保護鎖定。
(3) 類別功能顯示鍵,按【OFFSET】,切換至[刀具清單]頁面。
(4) 按[上下移動鍵],將游標移至刀號27位置。
(5) 按【新刀具】功能,進入新增刀具頁面。
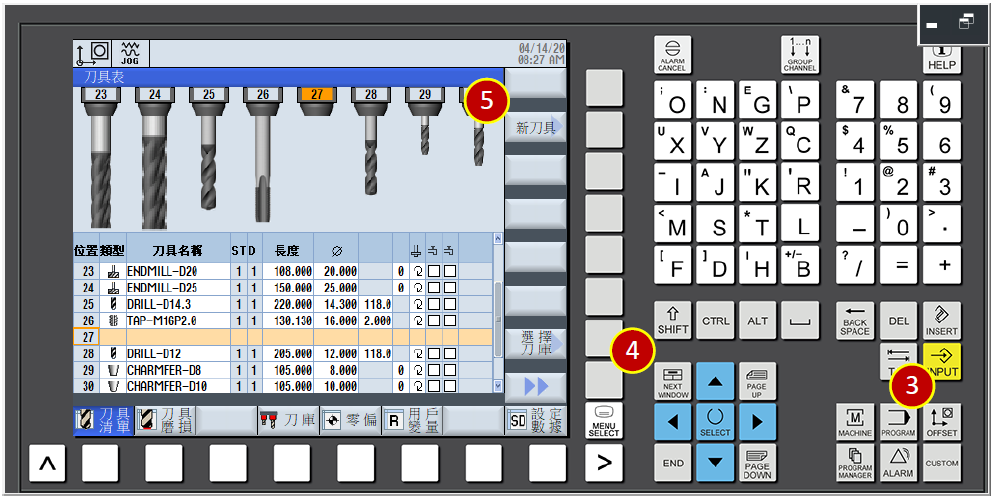
(6) 選取【立銑刀】。
(7) 按【確認】鍵,建立27號刀具。

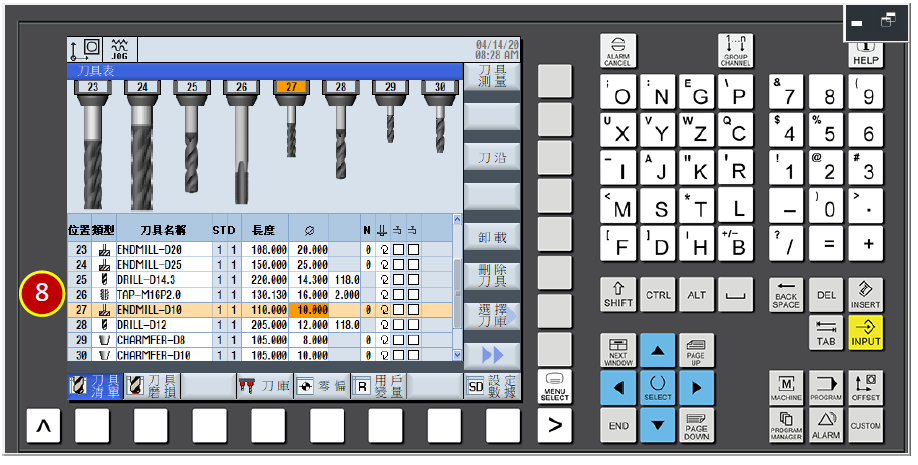
(8) 鍵入刀具基本資料,刀具名稱[ENDMILL-D10],刀長110mm,直徑=10mm。
7.4 工件座標系與刀長補正設定(校刀)
更換新的工件時,須依工件尺寸重新設定,建立正確的工件坐標系
(X軸、Y軸與Z軸),安裝刀具後,須設定刀具外形補正值,
當執行 CNC 程式時才能正確移動與切削。
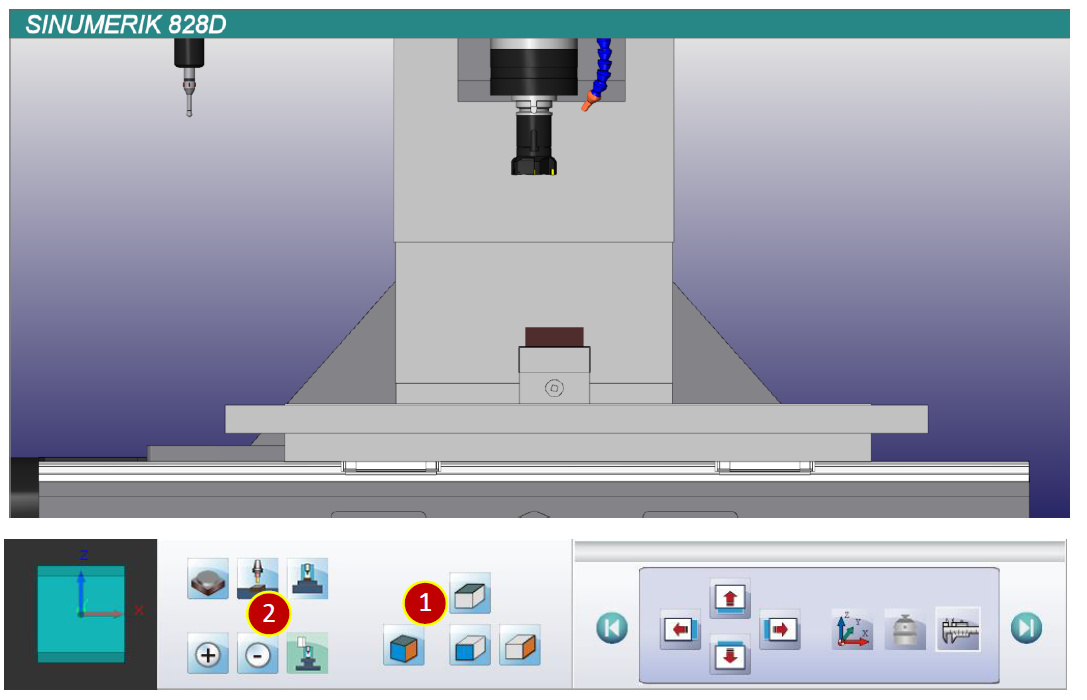
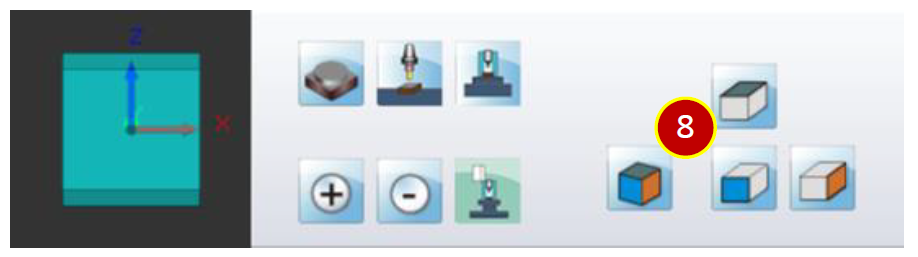
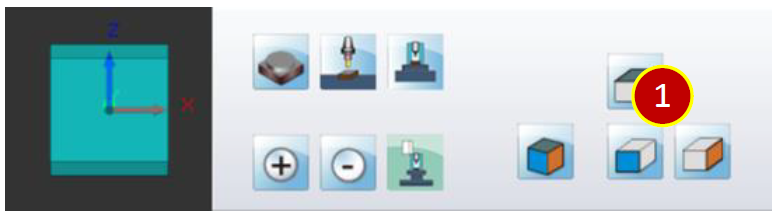
7.4.1 視角調整操作
將視角調整為適合校刀的角度與大小。
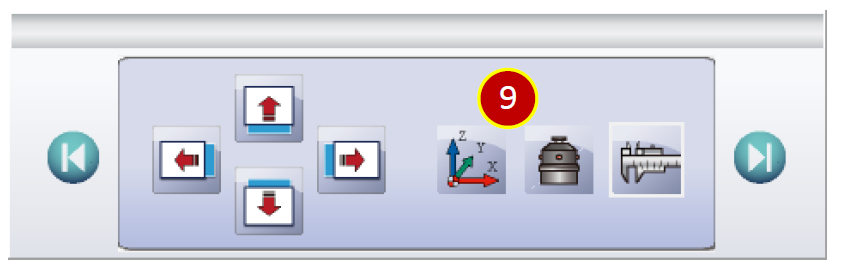
(1) 按 [視景工具列] 之【前視】鈕。
(2) 按【機殼】,將機殼隱藏。
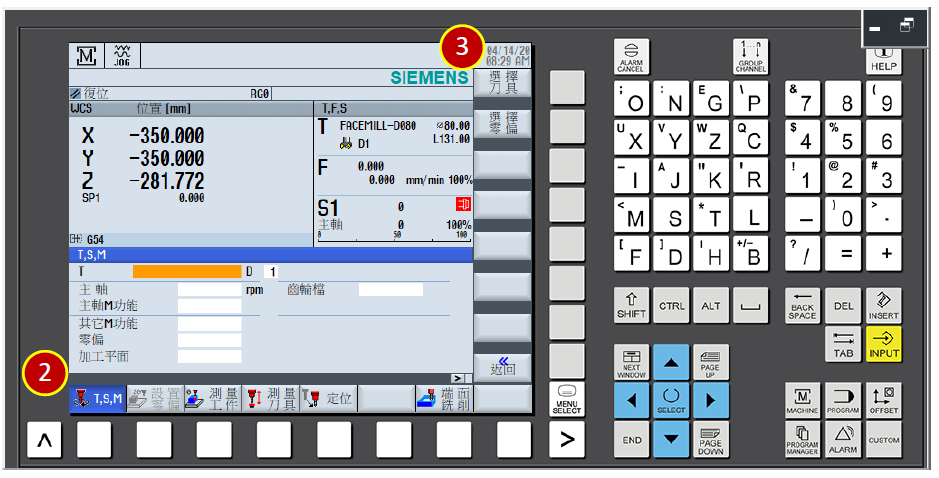
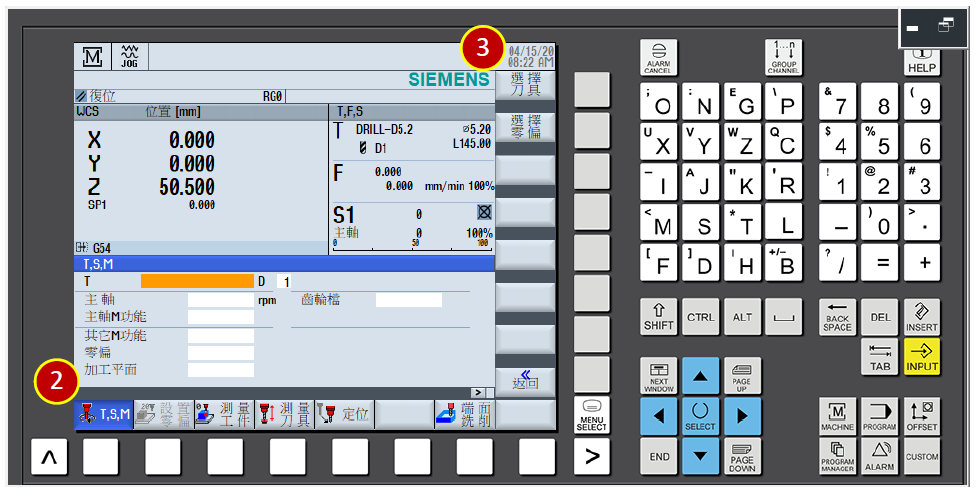
7.4.2 切換刀具
(1) 按 操作面板上的【JOG】鈕。
(2) 按【T,S,M】鈕。
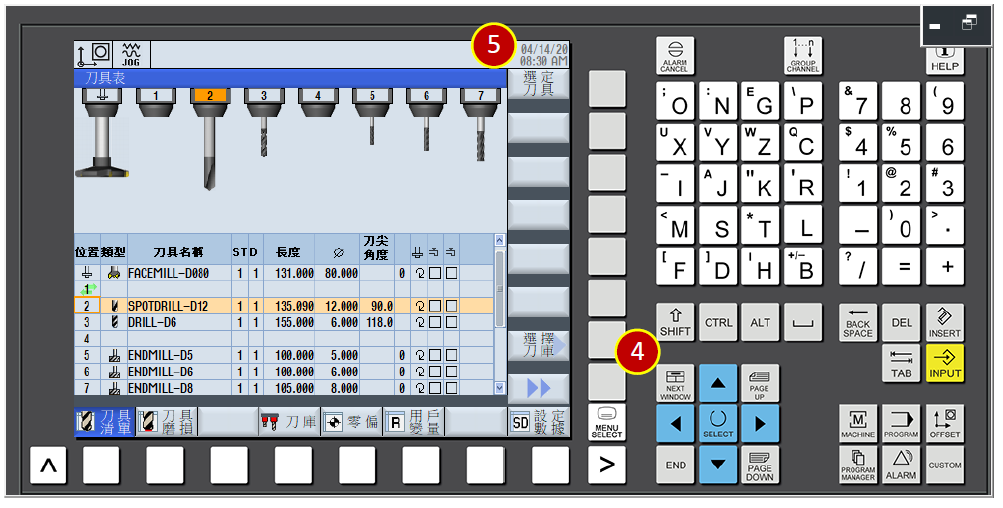
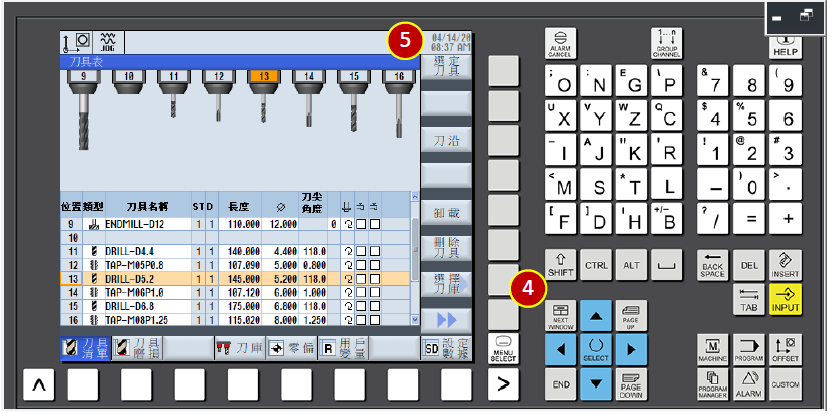
(3) 按【選擇刀具】功能,切換至[刀具表]頁面。
(4) 按【上下移動鍵】,將游標移至刀號2位置。
(5) 按【選定刀具】功能,將刀具資料帶回 [T,S,M]頁面。
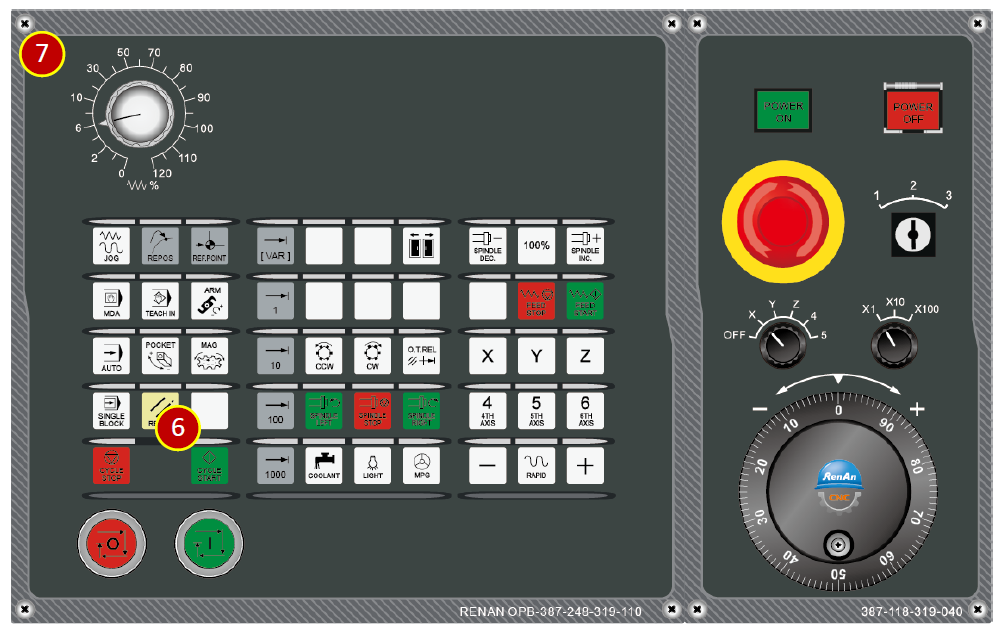
(6) 按面板上【CYCLE START】鈕,執行換刀。
(7) 在手動操作前,必須將【進給速度控制鈕】轉到 30% (或50%)的位置,
(不可以在 100%的位置)。
7.4.3 工件座標系設定
工件補正 (WORK OFFSET) 的定義:
(1) 工件程式零點與機器原點的平移距離,即為工件位置座標補正值
(工件座標系設定)。
(2) 經由[尋邊器]的校刀動作,定義出工件XY軸平移值。
(3) 當刀塔回到原點時,機器會將工件平移值,指定成為程式之絕對座標值,
機器即依據此值做出程式位置之各式切削與定位運動。
7.4.4 工件座標系Z軸量測操作
以5號刀,鑽頭(刀長145mm,直徑5.2mm)為例,說明校刀方式。 步驟如下:
(1) 按操作面板上【JOG】按鈕,切換[JOG]模式。

(2) 按【T,S,M】功能。
(3) 按【選擇刀具】功能,切換至[刀具表]頁面。
(4) 按[上下移動鍵],將游標移至刀號5位置。
(5) 按【選定刀具】功能,將刀具資料帶回【T,S,M】功能。
(6) 按操作面板上【CYCLE START】鈕,機台會執行換刀動作。
(7) 在手動操作前,必須將 [進給速度控制鈕]轉到 30% (或50%)的位置,
(不可以在 100%的位置)。
(8) 按 [應用工具列] 之【校刀器】鈕,將校刀器置於材料上。
(9) 使用刀長設定器,量測所需位置。
(a) 使用手輪,將手輪進給率切換到 x100。
(b) 將刀具移到刀長設定器上方,以刀尖接觸,並繼續下壓,
當刀長設定器之燈亮起時停止。
(c) 當手輪往回一格,燈不亮時,將手輪進給率調到 x10。
(d) 轉動手輪繼續下壓,燈亮起時停止。
(e) 手輪微調直到退回一格不亮,往前一格燈亮時,停止。
7.4.5 工件座標系Z軸量測設定
(1) 按 [控制器功能面板] 的 【測量工件】功能鈕。
(2) 按 功能鈕,進入工件量測頁面。
(3) 按【Z】軸。
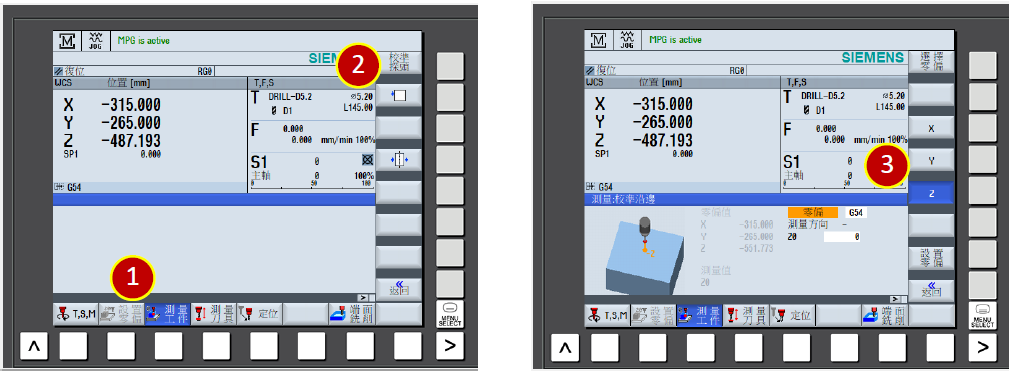
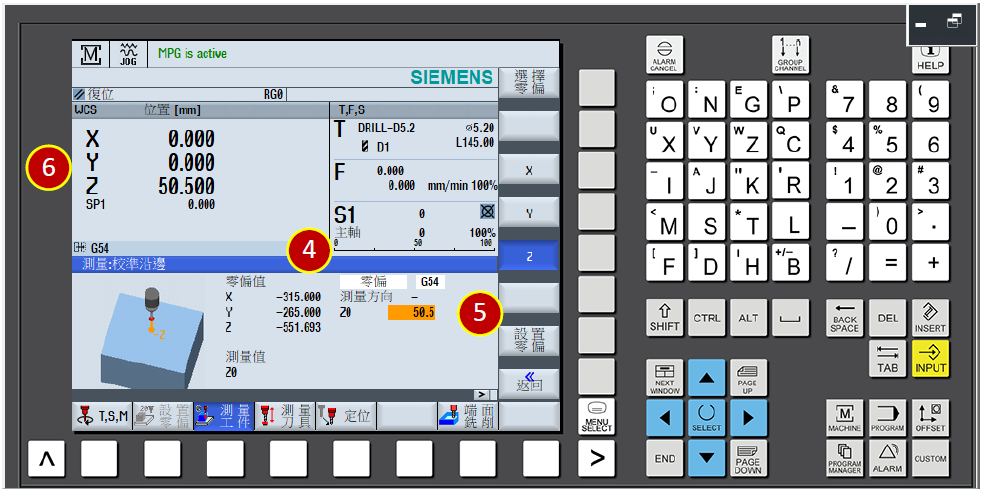
(4) 於 Z0 欄位輸入 50.500(校刀器 高度為50.0mm + 預留量 0.5mm)
(5) 按【設定零偏】功能鈕,進行Z軸量測。
(6) 在工作座標值出現 Z= 50.5,即完成 Z軸工件座標系設定。
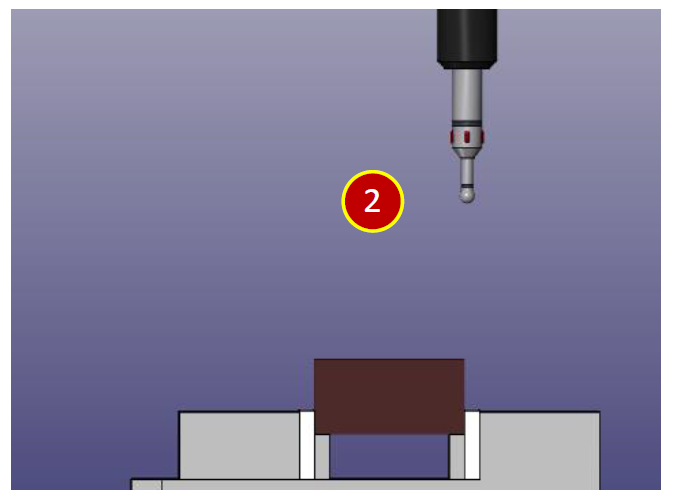
7.4.6 工件座標系X軸量測操作
以 40號刀設為10mm尋邊器為範例,說明XY軸之校刀方式。
步驟如下:
(1) 按操作面板上【JOG】按鈕,切換[JOG]模式。

(2) 按【T,S,M】功能。
(3) 按【選擇刀具】功能,切換至[刀具表]頁面。
(4) 按[上下移動鍵],將游標移至刀號40位置。
(5) 按【選定刀具】,將刀具帶回[ TSM ]功能。
(7) 在手動操作前,必須將 [進給速度控制鈕]轉到 30% (或50%)的位置,
(不可以在 100%的位置)。
(8) 按 [視景工具列] 之【前視角】鈕。
(9) 按操作面板上【MPG】鈕,開啟【MPG】手輪。
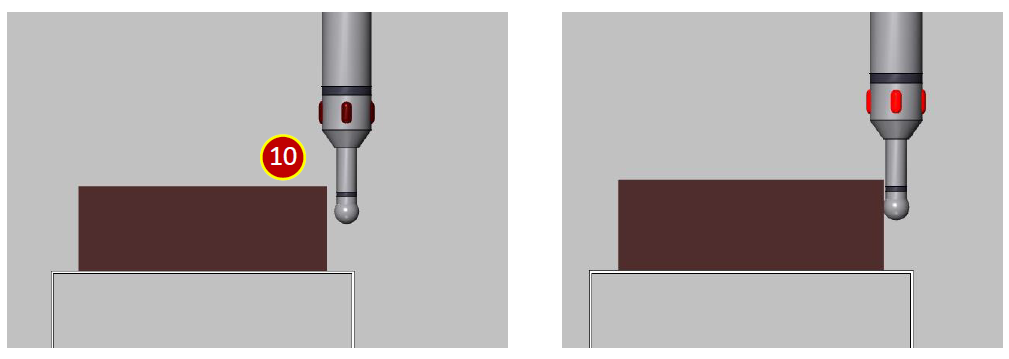
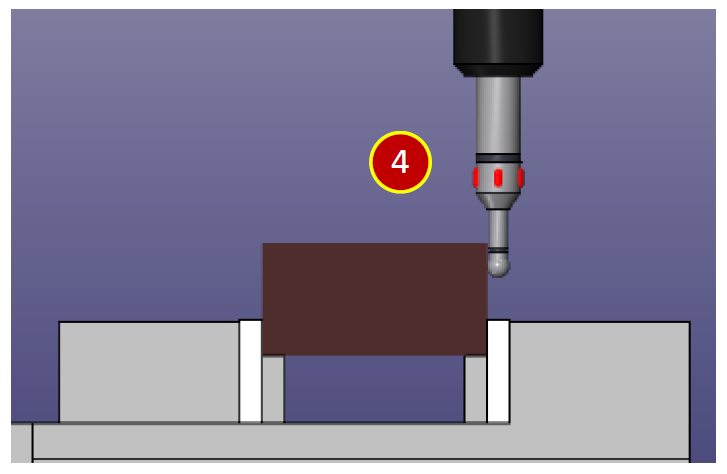
(10) 使用尋邊器,由右側接觸工件,測量所需位置。
(a) 使用手輪,將手輪進給率切換到 x100。
(b) 將尋邊器接觸工件,當燈亮起時停止。
(c) 當手輪往回一格,燈不亮時,將手輪進給率調到 x10。
(d) 尋邊器再度向前接觸工件,燈亮起時停止。
(e) 手輪微調直到退回一格不亮,往前一格燈亮時,停止。
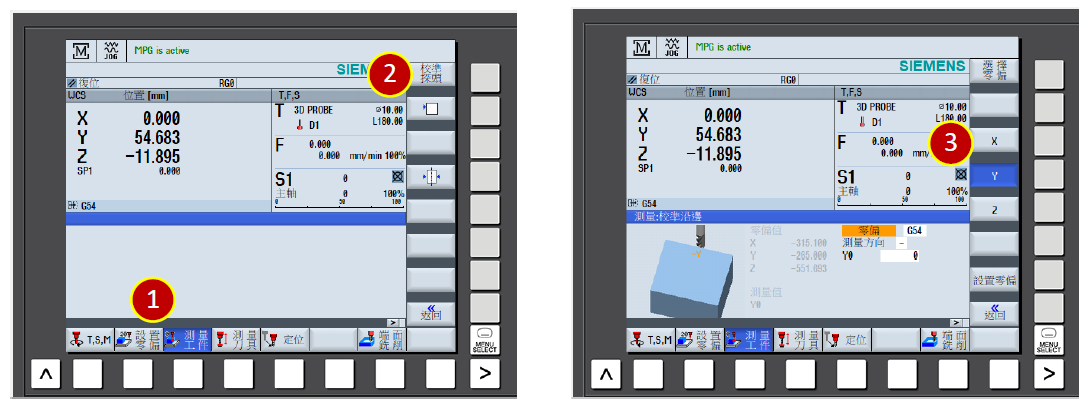
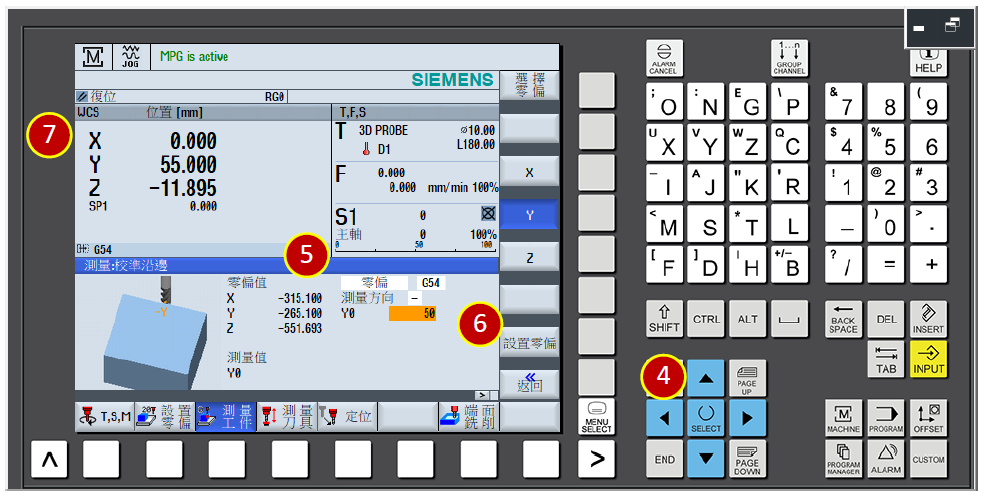
7.4.7 工件座標系X軸量測設定
(1) 按 [控制器功能面板] 的 【測量工件】功能鈕。
(2) 按 功能鈕,進入工件量測頁面。
(3) 按【 X 】軸。
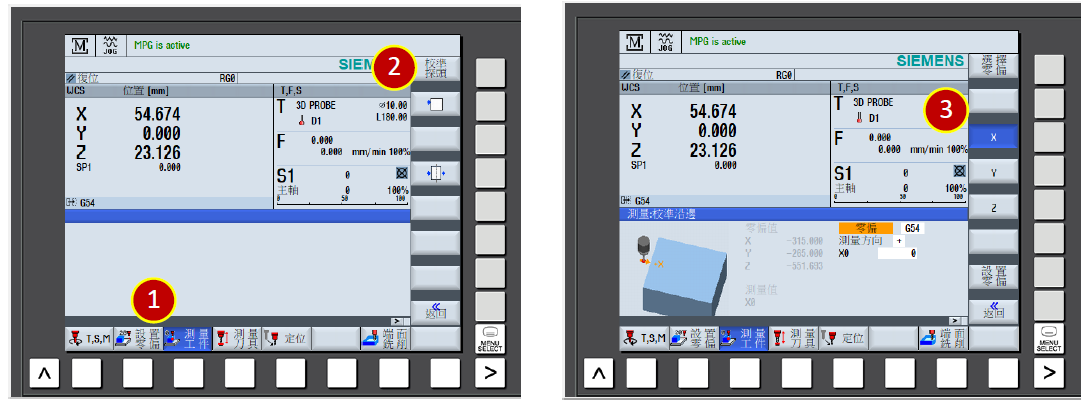
(4) 於【測量方向】欄位,按【Select】功能鈕,將欄位值變更為 -。
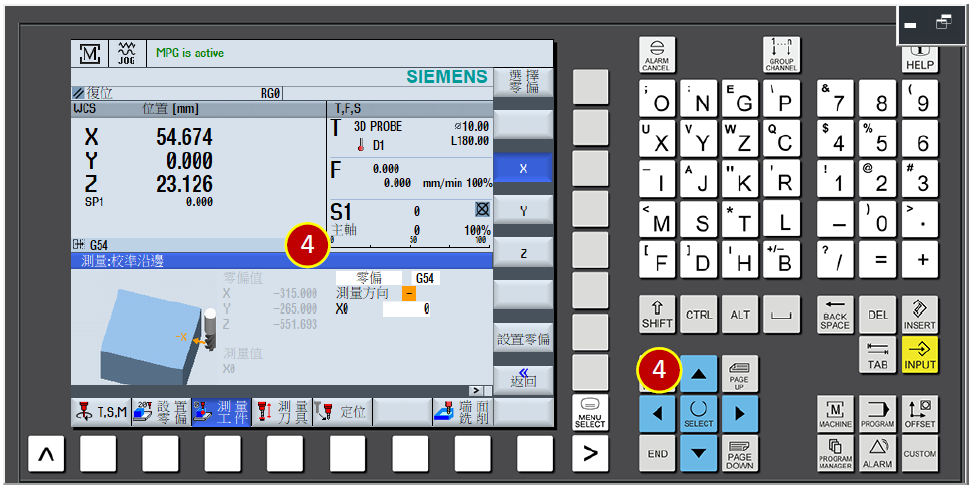
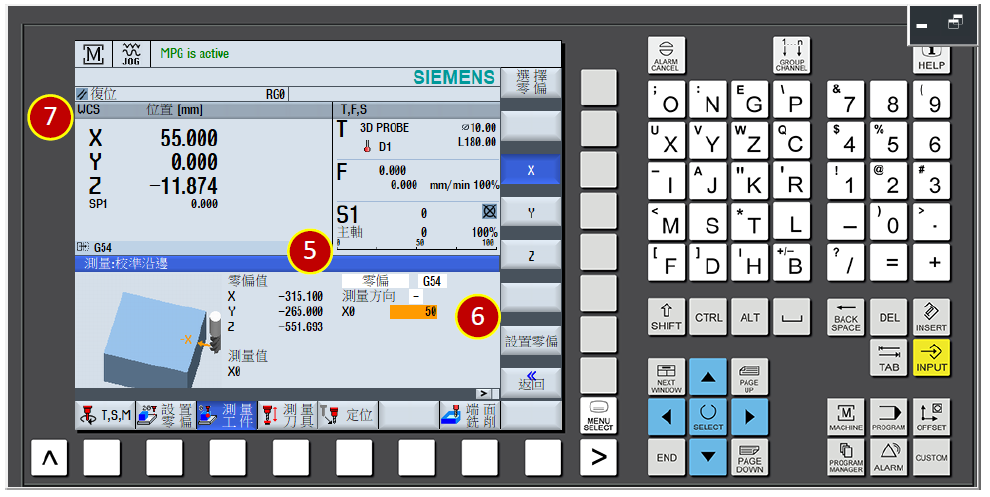
(5) 於 X0 欄位輸入 50.0(距離材料中心50.0mm)
(6) 按【設置零偏】功能鈕,進行X軸量測。
(7) 在工作座標值出現 X= 55.000,即完成 X軸工件座標系設定。
7.4.8 工件座標系Y軸量測操作
(1) 按 [視景工具列] 之【側視角】鈕。
(2) 使用軸向移動控制鈕,將尋邊器快速移動到離工件大約 100mm的位置。
(3) 按操作面板上【MPG】鈕,開啟【MPG】手輪。
(4) 使用尋邊器,由後方接觸工件,測量所需位置。
(a) 使用手輪,將手輪進給率切換到 x100。
(b) 將尋邊器接觸工件,當燈亮起時停止。
(c) 當手輪往回一格,燈不亮時,將手輪進給率調到 x10。
(d) 尋邊器再度向前接觸工件,燈亮起時停止。
(e) 手輪微調直到退回一格不亮,往前一格燈亮時,停止。
7.4.9 工件座標系Y軸量測操作
(1) 按 [控制器功能面板] 的 【測量工件】功能鈕。
(2) 按 功能鈕,進入工件量測頁面。
(3) 按【 Y 】軸。
(4) 於【測量方向】欄位,按【Select】功能鈕,將欄位值變更為 -。
(5) 於 Y0 欄位輸入 50.0(距離材料中心50.0mm)
(6) 按【設置零偏】功能鈕,進行Y軸量測。
(7) 在工作座標值出現 Y= 55.0,即完成 X軸工件座標系設定。
7.5 程式自動執行
使用自動運轉功能讓控制器執行 CNC 程式:
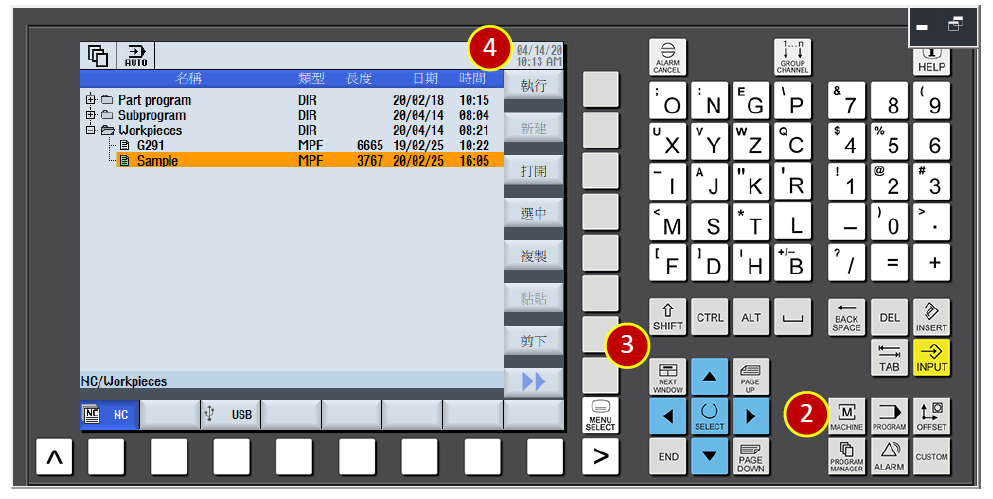
7.5.1 選定CNC加工程序
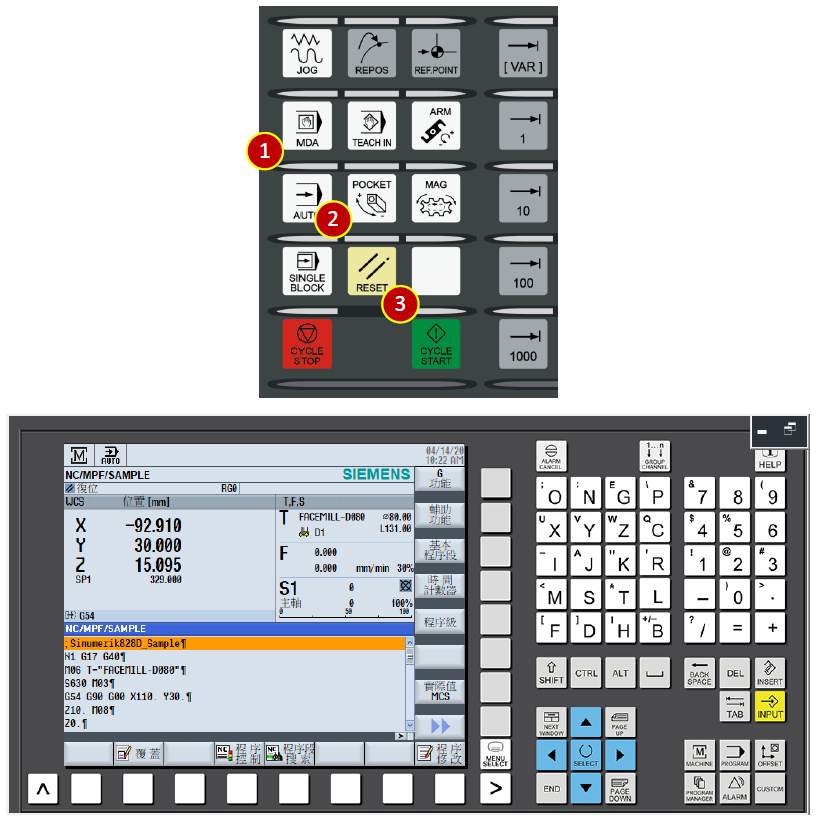
(1) 按操作面板上【AUTO】按鈕,切到 [AUTO] 模式。
(2) 按【PROGRAM MANAGER】。
(3) 按【上下移動鍵】,將游標移至程式Sample.MPF位置。
(4) 按【執行】功能,載入Sample.MPF程式,並自動切換至Machine加工區。
7.5.2 自動操作之按鈕檢查
(1) 在程式 [自動執行]前,必須將【進給速度控制鈕】轉到 [30%]的位置。
(2) 按【FEED START】,開啟切削進給功能。
(3) 按【SINGLE BLOCK】單節執行鈕,(亮燈表示有作用)。
7.5.3 程式執行
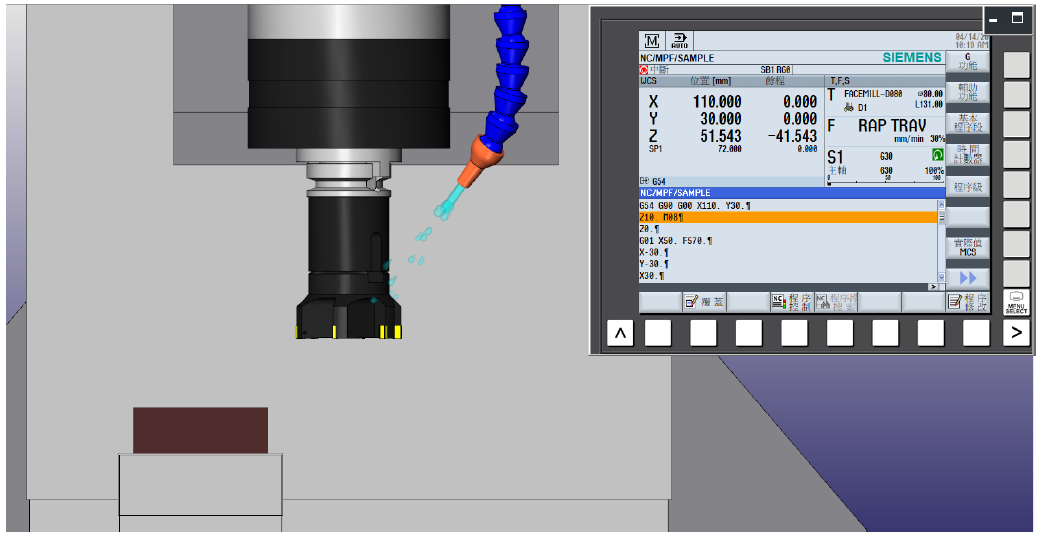
(1) 按操作面板上【CYCLE START】按鈕,開始執行程式。
(2) 注意看著刀具移動,當刀具接近工件時(大約50mm),
立即按下【CYCLE STOP】,將刀具進給移動暫停。
(3) 檢查刀具位置、工件位置與程式座標值之尺寸相符。
例: 程式絕對座標 Z= 51.543,以目視刀尖距離工件大約是 50mm。
(4) 按【CYCLE START】,繼續執行程式。
(5) 當刀具更接近工件時 (大約10mm),按【CYCLE STOP】,進給暫停。
(6) 將[進給速度控制鈕]轉到 [80%]位置。
(7) 確實檢查,刀具、工件位置與程式座標值相符合。
(a) 注意,在試車期間,只要刀具與工件接近的範圍內,為了安全,
[RG0]快速倍率有效一定要打勾,以降低快速移動速度。
(b) 任何時候,感覺有不妥的地方,都要立即先按下【CYCLE STOP】,
再作檢查確認。
7.6 機器警報處理
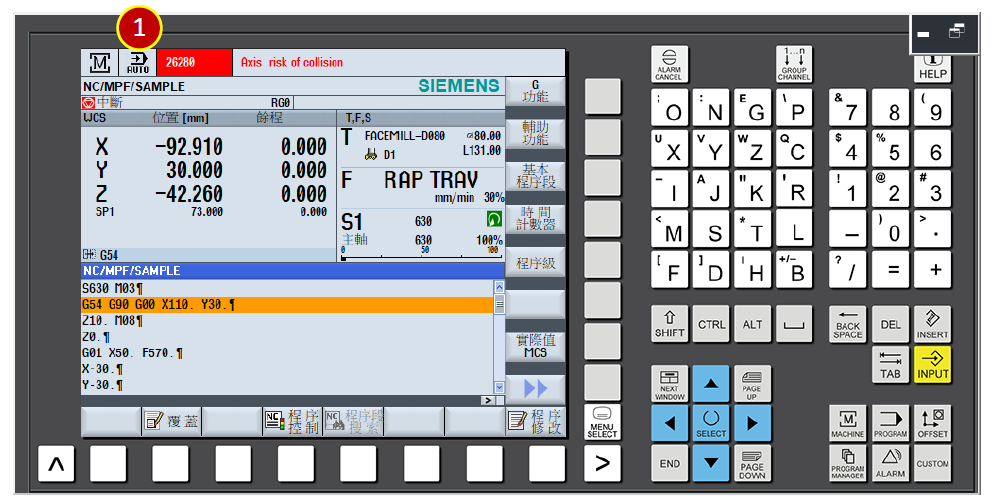
當操作機器時發生錯誤,控制器功能面板會產生 ALARM警報。
可依以下步驟排除:
7.6.1 查看與解除ALARM警報
(1) 當控制器出現 [ALM]訊息。
(2) 先查看警報編號及內容,再依據內容作相關的處置。
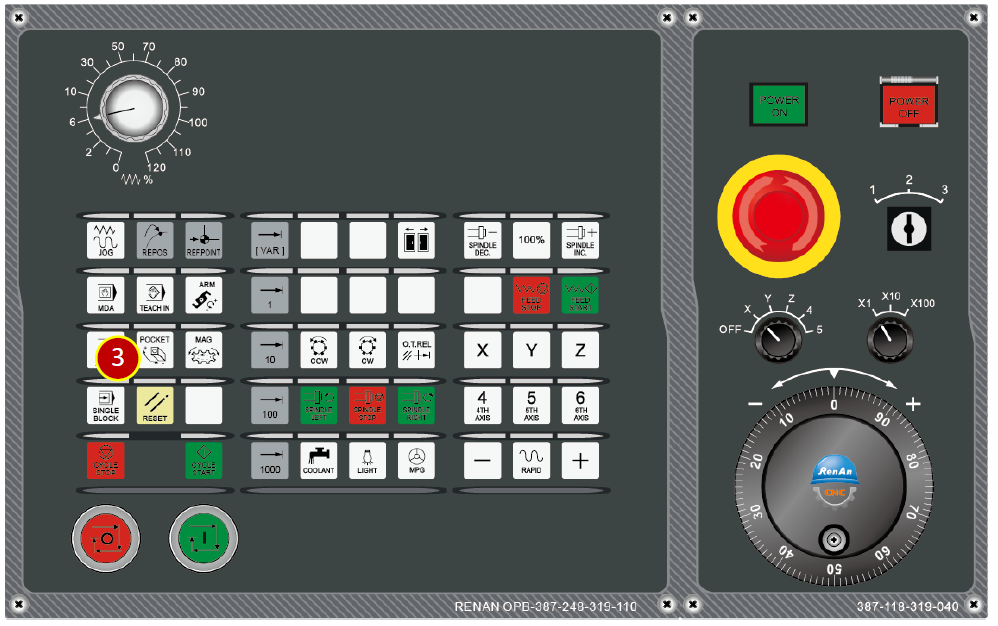
(3) 了解警報內容之後,要解除警報狀態,按操作面板上【RESET】按鈕,
即可解除 ALM警報。
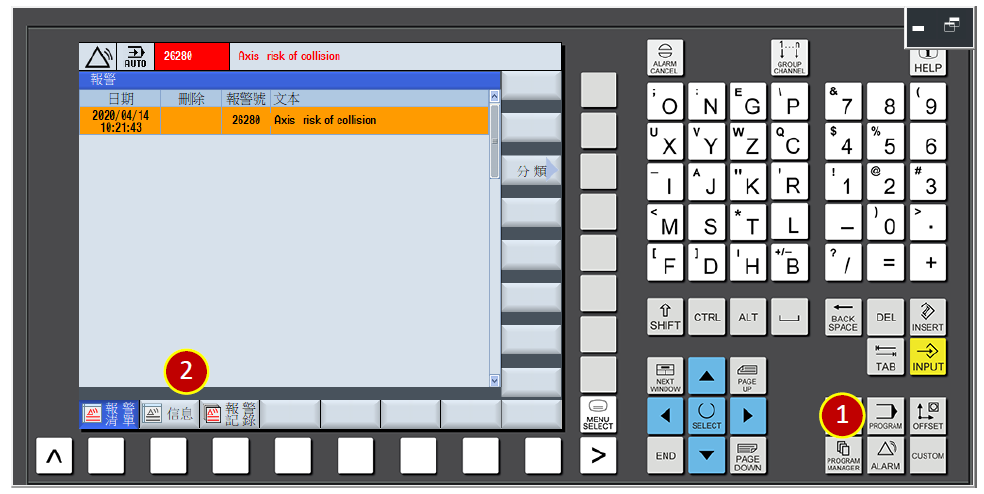
7.6.2 檢視歷史ALARM資訊
(1) 按【ALARM】鈕,
(2) 要查看歷史資訊,按【報警記錄】子選項。
7.6.3 回到程式自動執行
程式中斷,或由警告畫面,要回到程式自動執行:
(1) 按操作面板上的【AUTO】按鈕。
(2) 按操作面板上的【RESET】,讓游標回到程式最前端位置。
(3) 再次檢查游標在最前端位置,按操作面板上的【CYCLE START】,自動執行。
文章區塊