
切削循環輪廓與偏位補償G41G42,指令使用說明
today
2025-06-17
local_offer
CNC切削加工基礎知識
visibility
5508
今天要跟大家介紹切削循環輪廓與偏位補償G41G42,指令使用說明
情況一、FANUC必須於循環指令(G70,G71,G72,G73)之前,先指令 G41/G42 刀尖半徑偏位補償
| 指令範例 | 說明 |
| G00 X50. Z1. G42 ; G71 U1.0 R0.5 ; G71 P17 Q18 U0.2 W0.1 F0.3 ; N17 G00 X33. ; … N18 X50. ; G40 ; | (依FANUC規定之指令方式) >>必須於G71循環指令前,先指定G42 >>循環輪廓結束後,要取消偏位G40 |
| … G42 ; G70 P10 Q20 ; G40 ; | >>必須於G70指令前,先指定G42 >>循環輪廓結束後,要取消偏位G40 |
情況二、如果在粗切削循環輪廓內,指定G41/G42
G71 U1.0 R0.5 ;
G71 P10 Q20 U0.2 W0.1 F0.3 ;
N10 G00 X33. ;
G01 G42 Z-15. (在粗切削循環輪廓內指定G41/G42)…
N20 X50. ;
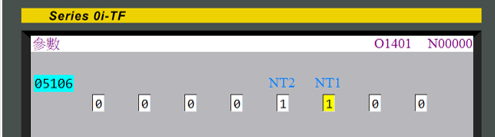
系統依機器參數5106#2(NT1)設定值,處理與顯示如下
當(NT1=1) G41/G42指令會被忽略(沒有作用),但不提示ALARM
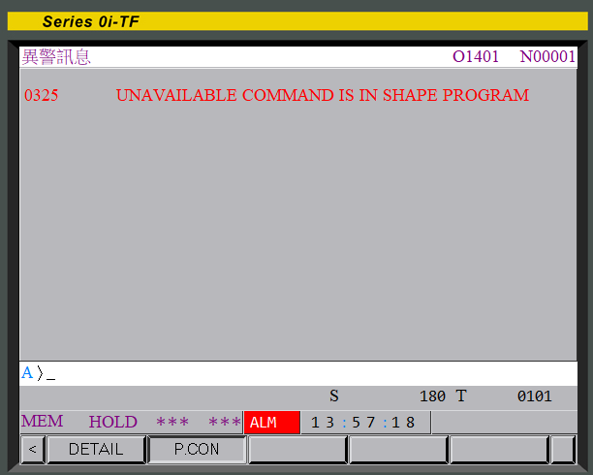
當(NT1=0) 會發出異警(ALARM 0325)(不允許的指令在輪廓中)
註:
請將仁安模擬系統之設定
與實際機器參數相同即可
情況三、 如果在G70切削循環輪廓內,指定G41G42
N10 G00 X33. ;
G01 G42 Z-15. (在切削循環輪廓內指定了G41/G42)…
N20 X50. ;
…
G70 P10 Q20 ;
系統依機器參數5106#3(NT2)的設定處理與顯示
當(NT2=1) G70執行時,G41/G42有效
當(NT2=0) 會產生異警(ALARM 0325)(不允許的指令在輪廓中)

註:
請將仁安模擬系統之設定
與實際機器參數相同即可
PS Alarm 0325
文章區塊